La Micromeccanica di Precisione resa semplice!
Forum

Benvenuto OspiteMostra/Nascondi Header |
|---|
Benvenuto ospite, scrivere in questo forum richiede registrazione. |
|
|
Forum » Il Forum di ebgmodels » I nostri lavori » Bareno e lavoro meno
| Pagine: [1] 2 |
 Autore Autore |
ArgomentoBareno e lavoro meno |
|---|
| mario |
|
|||||||
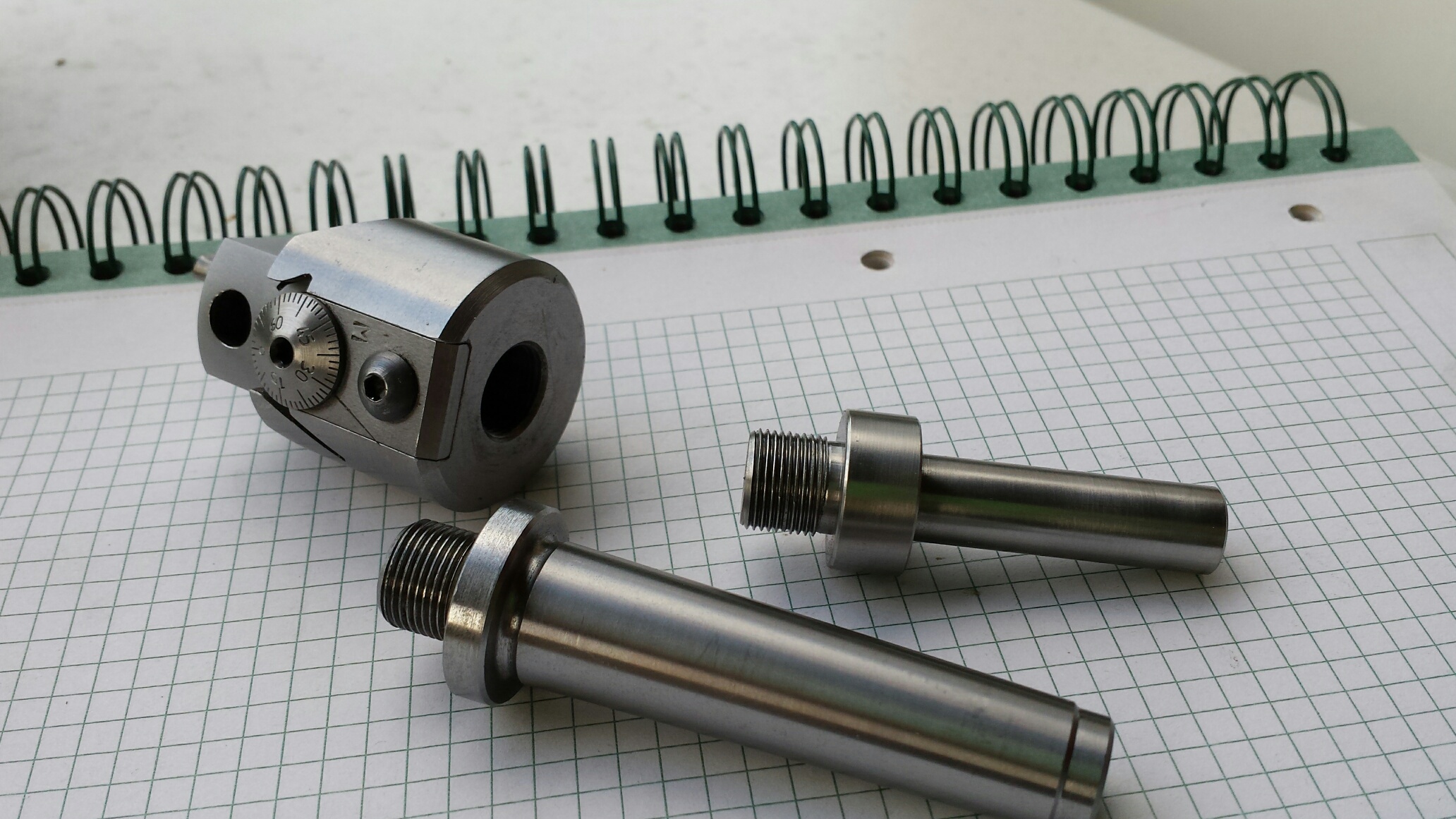
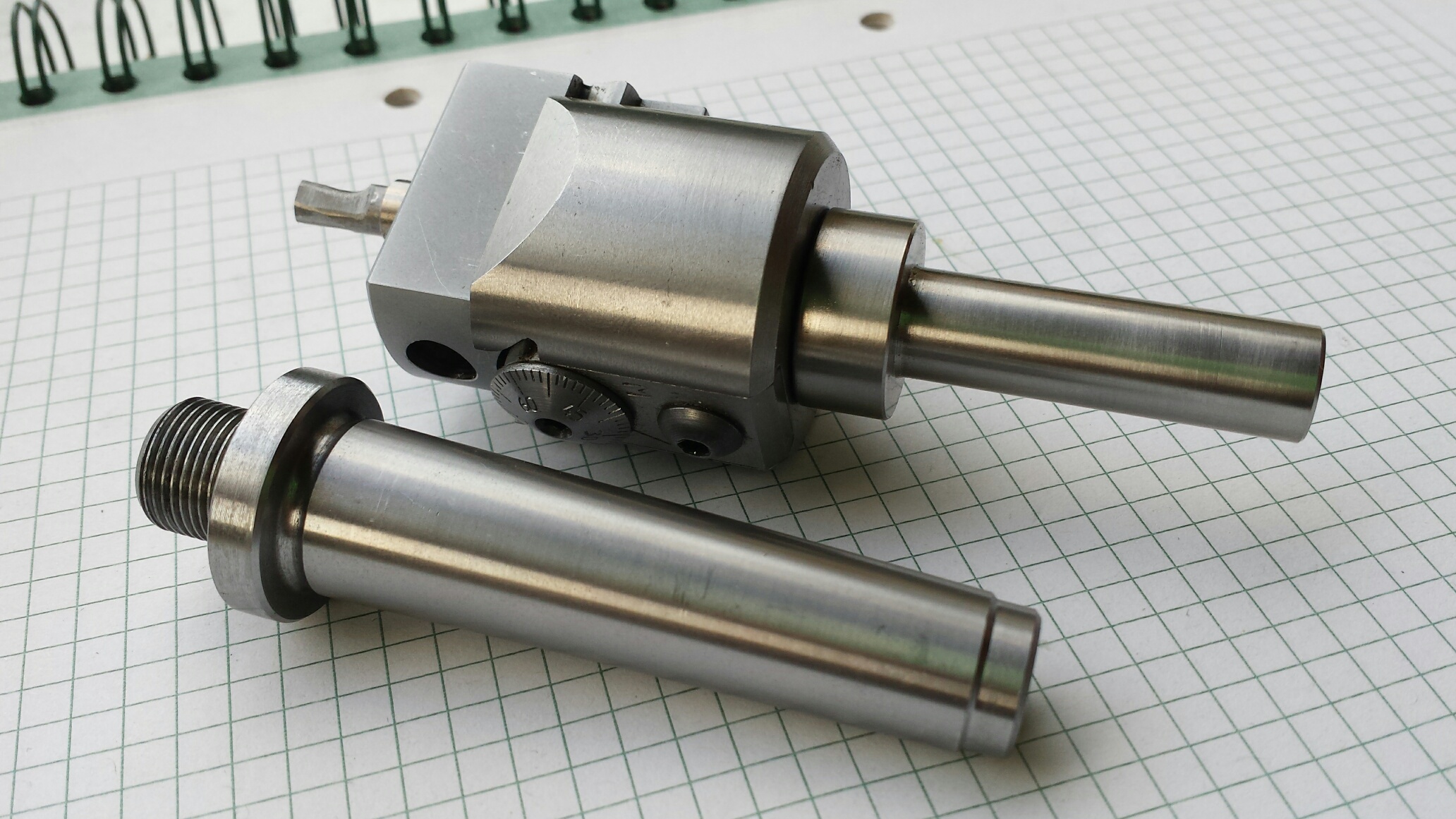
 Bareno e lavoro meno
Bareno e lavoro meno
| bibox |
|
|||||||
| mario |
|
|||||||
| marco8973 |
|
|||||||
| mario |
|
|||||||
| marco8973 |
|
|||||||
| Rick |
|
|||||||
| bibox |
|
|||||||
| mario |
|
|||||||
| marco8973 |
|
|||||||
| Pagine: [1] 2 |