Buon giorno a tutti,grazie ancora per i complimenti Marco.Come mi è stato chiesto mi accingo ad elencare tutti i passi in sequenza che ho eseguito per la realizzazione.
Io il prototipo l'ho fatto con anticorodal per controllare la funzionalità prima di buttare via un pezzo di C40 ora lo rifarò apportando anche la modifica della gola.
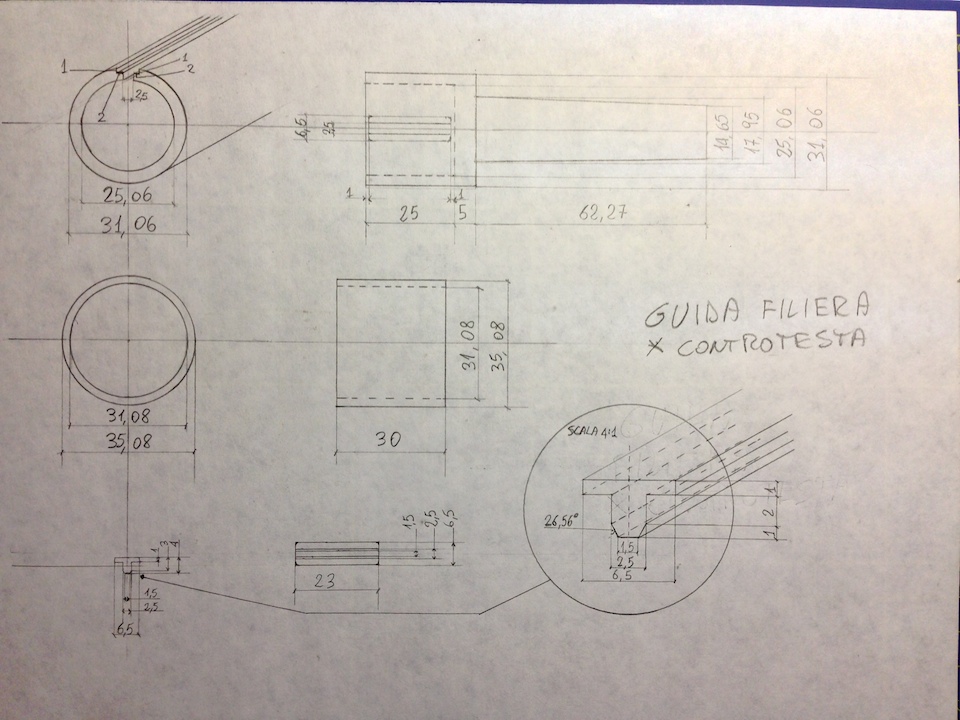
quindi prendo un tondo di C40 diametro minimo 32mm lungo 96mm,lo metto sul mandrino autocentrante,sfaccettatura e centrino per contropunta.Metto la contropunta,la posiziono sul pezzo e inizio la tornitura per una lunghezza di 65,27mm (ho aggiunto 3mm perchè saranno comodi per l'esecuzione del C.M.) e per un diametro di circa 19mm.tolgo il pezzo e non avendo il mandrino aut.ce. preciso lo sostituisco con quello a 4 griffe indip.Quindi rimetto il pezzo nel mandrino dalla parte che ho appena tornito lasciando fuori un pò quante basta per poggiarci il comparatore e quindi eseguo la centratura.Tornisco fino a un diam.31,06mm,sfaccettatura e centrino,eseguo un foro con punta da 13mm per una profondità di 25mm,tornisco l'interno per la stessa profondità fino a un diam.25,06.Tolgo il pezzo e mi sposto sulla fresatrice posiziono il pezzo nella morsa con il lato con cui ci farò il C.M.interponendo tra lui e la canascia un prisma a V(premetto che la morsa è già allineata con l'asse X),mi posiziono al cento del pezzo con l'ausilio del trova bordi ed con l'ausilio de centrino eseguo un foro da 2mm a 2mm centro dal bordo del bicchiere,monto una fresa da 2,mi posiziono con quest'ultima a sfiorare la parte superiore del bicchiere e azzero,entro nel foro per 3,5 mm,accendo la fresatrice e mi sposto con l'asse Y di 0,25mm(da quale lato è indifferente),poi mi sposto con l'asse X dal lato del fondo del bicchiere per 23mm,torno indietro con l'asse Y di 0,5 mm,ritorno indietro con l'asse X sempre di 23mm e mi risposto in avanti con l'asse Y di 0,5mm per terminare.Torno su con la testa della fresatrice di 2,5mm,mi sposto in avanti con l'asse Y di 2mm,vado in avanti con l'asse X sempre di 23mm,torno indietro con l'asse Y di 4,5mm,ritorno indietro con l'asse X di 23mm e vado a chiudere spostandomi in avanti con l'asse Y di 4,5mm.A questo punto faccio la chiavetta ho a disposizione un quadro 8x8 e quindi uso quello,lo metto sulla fresatrice lo squadro portandomi già due misure finite ovvero i 6,5mm e i 23mm,su una delle due facce 6,5 X 23 eseguo una fresatura su ambe due i lati con asse Z 3mm,asse Y 2mm e asse X 23mm.Dunque a questo punto ho ottenuto una superfice di 2,5mm x 23 su questultima faccio una tracciatura su ambe due i lati più lunghi per tutta la lunghezza (23mm) a 5mm dai bordi.Giro la morsa di 90°,inclino la fresatrice di 26,5°e inizio a fresare su un lato fino alla tracciatura ,giro il pezzo di 180°ed eseguo la stessa procedura,tolgo il pezzo arrotondo gli angoli con una limetta e provo il pezzo nella gola.quindi riposiziono il pezzo nella morsa ma capovolto e freso fino ad ottenere 6,5 X 23 X1 mm.Ritorno sul tornio e realizzo la camicia esterna diametro int.31,08, diametro est.35,08,h30 mm.Assemblo il tutto e sono pronto per ricavare il C.M.(nel mio caso CM2).Mantengo il mandrino a 4 griffe,prendo un piccolo pezzo di tondo diciamo diametro 18 X h 15 o 20 a seconda di quello che ho,lo inserisco nel mandrino e lo centro a occhio,eseguo la centratura con il centrino per posizionarci una contropunta che userò per la copia a questo punto avvicino la controtesta con un'altra contropunta inserita che mi dovrà sostenere la contropunta campiono in questo modo quest'ultima sarà perfettamente al centro.quindi comparatore alla mano,base magnetica sulla slitta porta utensile e comparatore in posizione orizzontale dalla parte frontale della contropunta campione,allento il fissaggio della slitta porta utens. e faccio scorrere il comparatore lungo la contropunta campione,quando l'ago del comparatore sarà perfettamente immobile la slitta sarà allineata e ristringo il fissaggio.Siamo agli sgoccioli,posiziono nel mandrino il pezzo con la parte del bicchiere,centro il pezzo con il comparatore che ancora non avevo tolto,avvicino la controtesta e posiziono la contropunta.Inizio la tornitura per tutta la lunghezza(65,27mm) fino a un diametro di 17,95mm ,a questo punto monto un utensile appuntito diciamo quello per le filettature est. ed eseguo un segno su tutta la circonferenza ad una distanza di 62,27mm,ricambio l'utensile ed inizio la tornitura muovendomi longitudinalmente solo con la slitta porta utensile e mi fermerò quando l'utensile incrocerà ma non dovrà superare il segno che avevo fatto in precedenza.La lavorazione è terminata spero di essermi spiegato bene.
Ciao Antonio
|

 Autore
Autore guida filiera per controtesta
guida filiera per controtesta